
Dedicated to providing custom ers with better
quality products and services!




.png)

.png)






Bạn đang tìm kiếm độ chính xác cao trong việc uốn kim loại? Hiệu chỉnh chính xác... máy ép phanh Thước chặn phía sau là rất cần thiết. Hướng dẫn này sẽ hướng dẫn bạn các bước chi tiết để kiểm tra và điều chỉnh độ thẳng hàng của thanh chặn phía sau, cả theo chiều dọc và chiều ngang, cũng như hiệu chỉnh các ngón tay của thước chặn phía sau.
Bằng cách nắm vững các kỹ thuật này, bạn có thể nâng cao độ chính xác của máy và tránh những sai sót tốn kém. Hãy đọc tiếp để khám phá những mẹo thiết yếu để hiệu chỉnh thước đo phía sau của máy ép uốn kim loại.
Để đảm bảo độ uốn chính xác, thước đo phía sau của máy ép uốn phải được hiệu chỉnh sao cho tâm của vật cần uốn được dịch chuyển về phía tâm. máy ép phanh đột dập Và khuôn ép phanh Mặc dù thước đo phía sau đã được hiệu chuẩn sẵn khi giao hàng, việc hiệu chuẩn lại chỉ cần thiết nếu các ngón tay hoặc thanh chặn phía sau bị lệch. Ngoài ra, thước đo phía sau phải được hiệu chuẩn bằng phần mềm ETS trước khi chạy bất kỳ chương trình nào.

Để đảm bảo sự song song theo phương thẳng đứng giữa thanh chặn và pít tông:

Để đảm bảo sự song song theo phương ngang giữa thanh chặn và pít tông:
Của bạn máy ép phanh Bao gồm các thanh đo được gia công chính xác với kích thước dung sai 4,000″+.001″. Các thanh đo này có lớp cao su phía sau để tránh hư hỏng trong quá trình hiệu chuẩn. Hãy đảm bảo bạn tuân thủ đúng các bước hiệu chuẩn cơ khí và làm quen với các nút điều khiển máy ép phanh trước khi tiếp tục.
Quy trình này đảm bảo cả hai ngón tay của thước đo phía sau đều cách đều thanh chặn phía sau:
Đối với máy được trang bị hệ thống Manual-R, hãy sử dụng tay quay của giá đỡ thước đo phía sau. Đối với máy có hệ thống Power-R, hãy lập trình vị trí chính xác.
Điều chỉnh ngón tay đến vị trí hiệu chuẩn:


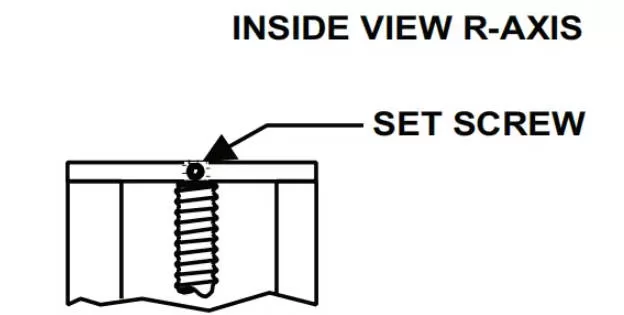
Để điều chỉnh vị trí thẳng đứng của thanh chắn phía sau:
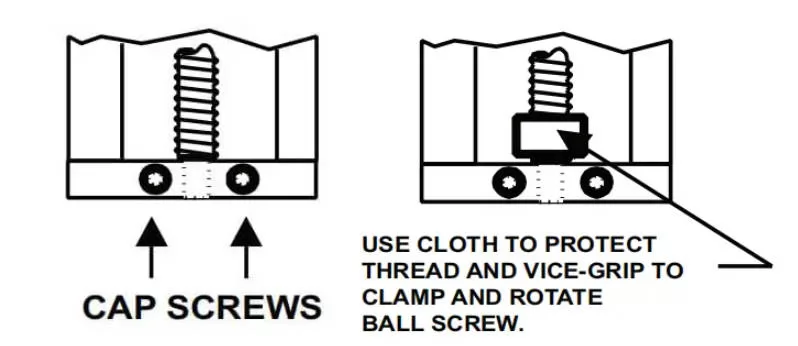
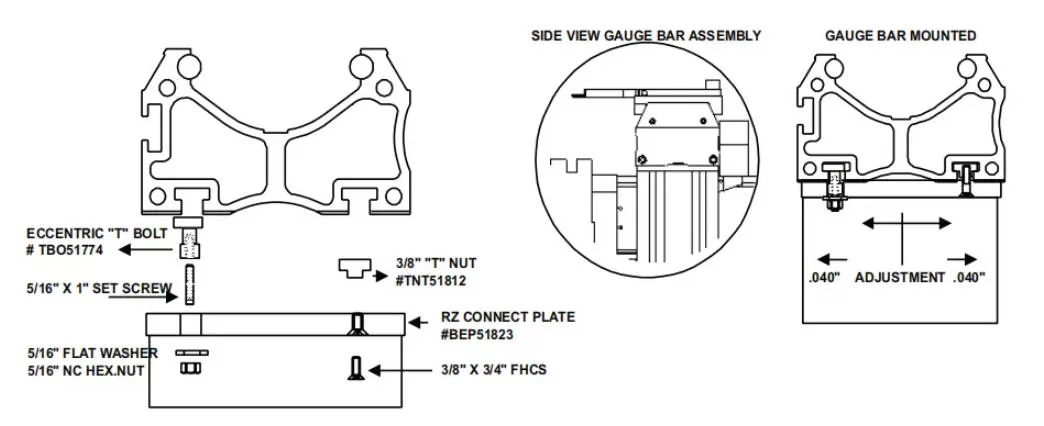
Để điều chỉnh vị trí ngang của thanh chặn:
Hiệu chỉnh Thước đo phía sau máy ép phanh Điều này rất cần thiết để duy trì độ chính xác trong uốn kim loại hoạt động. Bằng cách làm theo các bước được nêu trong hướng dẫn này, bạn có thể đảm bảo máy móc của mình hoạt động hiệu quả và chính xác. Hiệu chuẩn thường xuyên giúp giảm thiểu lỗi, giảm thời gian ngừng hoạt động và kéo dài tuổi thọ thiết bị. Cho dù bạn đang điều chỉnh thanh chặn phía sau hay hiệu chuẩn các ngón tay của thước đo phía sau, các quy trình này đều rất quan trọng để đạt được kết quả nhất quán.
Để biết thêm thông tin về bảo trì và tối ưu hóa máy ép phanh, hãy khám phá các nguồn tài liệu khác trên trang web của chúng tôi và giữ cho xưởng của bạn hoạt động trơn tru!



Nhanh nhất
Lắp đặt

Hàng đầu
Thiết bị

Dịch vụ khách hàng 24/7
Ủng hộ
Đảm bảo an toàn 100%
Sự chi trả

.png)
.png)
.png)




